Зварювання поліетиленових труб
Враховуючи високу стійкість до ударів, еластичність, корозійну і хімічну стійкість до зовнішнього середовища, найнадійнішим, економічним і довговічним способом з’єднання труби ПЕ 80 , купити яку сьогодні пропонує наш інтернет портал, є не що інше, як зварювання поліетиленових труб встик.
У процесі, що зветься «зварювання поліетиленових труб» дуже важливу роль відіграють ряд заходів, що передують самому етапу зварювання, а також наступних за ним. В першу чергу, зварювання поліетиленових труб вимагатиме попереджувальні контрольні роботи – це перевірка технологічної готовності та справності обладнання, кваліфікації зварювальників, контроль якості матеріалів, які будуть піддані зварюванню, а також вибір обладнання для зварювання відповідно до показників його ефективності.
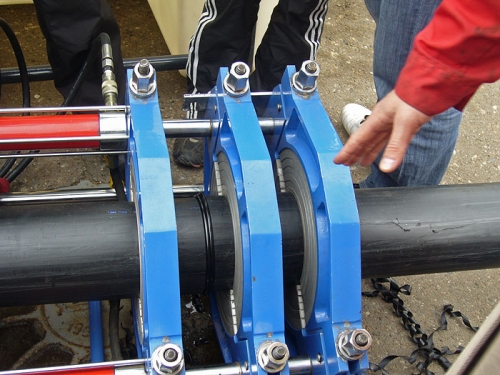
Оскільки зварювання поліетиленових труб встик являє собою нагрівання торців труб, що зварюються, з наступним з’єднанням двох, розігрітих до певної температури і в’язко-поточного стану за допомогою нагрівача, під великим тиском з подальшим вилученням нагрівача, дуже важливо підготувати спеціальне місце для проведення даних робіт. Це місце, на якому проходитиму всі етапи зварювання поліетиленових труб, повинно мати достатньо простору, як для підготовчих робіт, пов’язаних з очищенням поверхонь і нутрощів країв труби, так і для подальшого вилучення нагрівача і виконання такого етапу зварювання поліетиленових труб, як, охолодження.
Важливі моменти при зварюванні поліетиленових труб
1. Облік орієнтовних значень основних параметрів для режиму зварювання деяких термопластів (інструмент нагрітий). 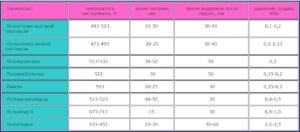
2. У середньому, проміжок часу між видаленням нагрівача та осадкою труб не повинен бути більшим за 1-2 с;
3. Перед тим, як почнеться зварювання поліетиленових труб, не варто забувати про необхідність центрування та складання. Це допоможе уникнути виступів та зазорів після зварювання.
4. Контроль у процесі, що називається, як, зварювання поліетиленових труб, обов’язковий, і пов’язано це з тим, що для кожного типу поверхні є свій, чіткий параметр режиму стикового зварювання. А також параметри часу для охолодження.
5. Опад труб після видалення кінців з нагрівача повинен проводитися блискавично, оскільки зволікання в кожну частку секунди загрожує втратою герметичності та надійності стику.
Насамкінець, обов’язково варто сказати про головні переваги, якими володіє зварювання поліетиленових труб встик:
- автоматичне зварювання поліетиленових труб повністю виключає людський фактор, а це, у свою чергу, дозволяє отримати найвищий рівень якості зварювання;
- компаніями, що надають послугу, здійснюється не тільки постійний контроль в автоматичному режимі на всіх етапах робіт, але й укладається письмово про кожну зі зварених стиків;
- зварювання поліетиленових труб дозволяє вести чіткий контроль роботи апарату для зварювання, а це означає, контролювати не тільки час експлуатації апарату, але й кількість труби ПЕ80, що зварюється, і чітку кількість стиків.